In the installation, three boilers for heating and clean hot water in parts of the airport must be supplied. That installation would consist of two main motors from which the pressure units would suction, each unit from each tank. The suction line could be modified manually if required. Each pressure unit would supply a circuit with two burners; one of them would be a reserve burner. Both circuits would be designed in a way that, if one of the burners stops working, the operation of the installation could be guaranteed with manual operation valves.
Solution adopted by INPRO
Pipe Line
The recommended pipes to install followed the criteria of standard DIN 4755 indicating that gas oil speed in propulsion pipes must be between 1 and 1.5 m/s and in suction pipes between 0.2 and 0.5 m/s.
Main tank interstitial chamber detection
To detect leaks in the double skin of the main tank, we recommended a DDP-25 vacuum system with regenerative pump and fluid separation valve. The possibility of generating the vacuum again greatly decreases the incidence of false alarms and is compliant with standard EN 13160-1, Class 1.
Main tank control
The available fuel level in each tank was controlled by digital displays EDM-40 with analog probes. The reading is displayed as an integer percentage, with a 4-20 mA output for communication with the central control of the airport technical building. The 90% and 20% relay outputs control the alarm systems to prevent overfilling when unloading the tanker and provide a reserve local signal.
Pump Systems
A twin pressure unit was mounted on each circuit with two alternating motor pumps. Specifically, we selected GP-70 GET with a flow of 70 L/h. These units are designed in such a manner that if any problem occurs in the motor pumps, an alarm signal will trigger and operation will automatically switch to the other pump, thus guaranteeing continuous pumping. Each one has a collector tray with a spillage detection system by infrared sensors which sends a locking signal in case of spillage or leaking. The start-up and stop operation was carried out via the regulated pressure differential in the pressure switch, so the propulsion line is pressurized while the burner is turned off. When one of the burners is turned on, the pressure of the line decreases. When the level set as start-up is reached, the pumping process starts to recover the idle pressure. During each start-up the pumps alternate automatically. The pressure switch has a third regulation point: minimum safety pressure. When reaching that point, usually 1 bar, the unit is blocked and sends a low pressure alarm signal. This prevents breaks or water tightness loss in the suction line and prevents no-load operation of the pump. The compact design of pressure units contains in one plate bench the other elements required for the operation of the unit. Expansion tank, filter with retention and safety valves, operation panel with thermal protection and vacumeter in suction and manometer in propulsion.
To comply with the pressure requirements at the inlet of the burners and knowing their consumption, adjustable pressure reducing valves are placed along with meters with a protective filter before them; the oil returns to the propulsion line with a retention valve. In the inlet chimney for combustion gases, a temperature limiter pyrometer is placed and set at a 240ºC limit to control the efficiency of the installation.
The regulation unit and the burner body are on a spillage collector tray with an infrared sensor. The system is blocked in case of spillage or leaking and an alarm is issued to central control.
IMAGES OF THE PROJECTS



Elements of the installation supplied by INPRO
PROBE EDM40
Continuous level display and control unit completely adapted to the needs of the installation. Displays the level at all times, expressed as a percentage. All required operations can be done via the relay module and the analog communication output. Customized manufacture makes this unit perfect for all kinds of tanks and a wide array of fluids.
- Standard operating temperature: 40ºC that can be adapted to reach up to 125ºC.
- Control unit in standardized module (DIN 43700) 96 x 43 x 100, can be mounted with panels.
- Flexible probe with sealed head, can be fastened with 2’’, 11/2’’ or 1’’ nuts. Mounted with aluminum or standardized flange..
- Overfilling warning alarm triggering with 95 dB acoustic signal, automatic shut-off and reset push button with IP-55 protection. It complies with the requirements of the standard MI-IP03 on “Oil Installations for own consumption”.

INTERSTITIAL CHAMBER DETECTOR DDP-25
Vacuum leak detector for interstitial chamber in double-skinned tanks according to EN 13160-1, Class 1.
- Has a regenerative pump controlled with an adjustable vacustat. Thus keeping a -400 mBar pressure between the inner and outer skins of the double-skinned tank. When dropping below 380 mBar, the pump regenerates the vacuum; if there are any holes, the negative pressure does not regenerate; the alarm triggers upon reaching 340 mBar.
- These units are perfect for tanks of up to 3 m of diameter.

PRESSURE UNIT GP GET
Gas oil pressure unit for automatic supply to burners and pumping to emergency generators via pressure adjustment. Start-up and stop operations via an adjusted pressure switch, which allows planning the installation without control wiring.
- Gear electric pumps with three-phase or single-phase supply.
- Motor protection IP-55
- System to interrupt no-load operation in case of lack of fuel
- Alternative electronic control management system
- Vacumeter
- Aluminum filter, retention valves and safety valve with exhaust line
- Possibility of digital outputs for incident control from central control with 3, 4 or 6 signals. GSM alarm system via SMS messages or modem connection
- Adaptation of the Units for high pressure, operating conditions up to 8 Kg/cm2.
- Modifications for adapting tropicalized and ATEX units
- Assembly process in sound-proof sheet cabinets with UNE-25 poly-pyramid foam and lock. Manufactured with no back and IP-55 cabinets for outdoors installation.

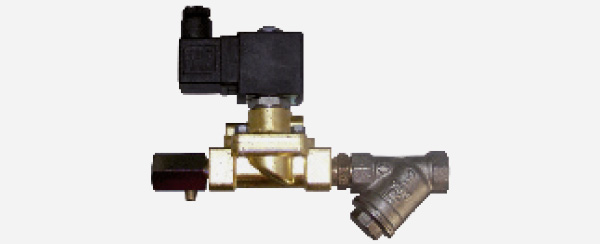
SOLENOID VALVES
Set of solenoid valves to control the filling process and safety against spillage due to excessive levels.
- Chrome plated brass Y-shaped filter, with stainless steel 0.05 mm mesh PN16.
- Gas oil N.C. solenoid valve to control the filling process.
- A regulated and sealed container (flow limiter) adapted to the desired flow, consisting of a chrome plated brass valve and nylon seals.
- Gas oil N.O. solenoid valve to control the filling process.
COLLECTOR TRAY WITH SPILLAGE DETECTOR
Placing collector trays under certain elements of the installation is recommended. Particularly, equipment that could leak due to its characteristics or during maintenance tasks. Placing a spillage detector for the tray gives the possibility of creating protocols.
- Furnace-painted plate tray with the appropriate size for each circumstance.
- Spillage detector in the control panel and detection probe. Infrared optical sensor for oil and water, conductivity sensor for water or both, mounted on the same probe.
- Standard 1.5 m probe.
- The control unit of the detector is mounted in a box with impact-resistant plastic cover. The control unit contains two voltage free relays, one for commuting and the other one usually open.

LEVEL SWITCH
SMMR level switches perform the operations required for the filling process and the tank overfilling alarms and protocols. Custom manufacture based on actual needs.
- Probes manufactured from different materials to work with fluids such as gas oil, oil, water, milk, etc.
- Probe with sealed head, can be fastened with 2’’, 11/2’’ or 1’’ nuts, mounted with aluminum or standardized flange.
- For controlling pumps, solenoid valves, alarms, etc..
- Control box with relays and power supply.

PRESSURE SWITCH
Adjustable pressure switch for start-up in pressure unit according to the defined adjustment. Independent operation and safety micro switches.
- Connection by 10 mm crimp fitting for compression coupling.
- Adjustable operation pressure between 1.5 and 6.5 bar
- Adjustable safety pressure between 0.5 and 2 bar

METER
Meters for gas oil, fuel, kerosene, gasoline and lubricants
- Flow meter for hydrocarbons and co-generation in burners, ships, vehicles and fixed facilities.
- Metrological certificates and calibrations available based on regulatory needs.
- The whole model range provides the best solutions to measure fuel consumption
- State-of-the-art designs in electronic meters, with analog and digital outputs with parametrizable values.
- Propulsion or suction assembly.
- Independent from viscosity and temperature
- System monitoring and control simplifies the configuration of the burner and the optimization of consumption
- Maximum safety in shipbuilding and automotive industry

PYROMETER
With Regulation for Temperature Cut-off
- To control combustion gases in the boiler chimney.
- When outlet gases reach the maximum legal temperature (240ºC) the heat generator (boiler) is shut off.
- Note: The boiler does not work correctly over 240ºC and the emission of polluting agents increases.
- With adjustable thermostat up to 300ºC, thermometer and manual, local and remote reassembly.
- With 1 and 3 m capillaries with a 200 mm stainless steel case.
- Voltage free output relay with the option of performing additional operations.

















